


咨詢電話:15927358077
企業郵箱:jinmilaser@163.com
公司名稱:武漢金密激光技術有限公司
公司地址:武漢市東湖新技術開發區關山大道111號
發布時間:2023-02-13 09:55:52 瀏覽次數:次
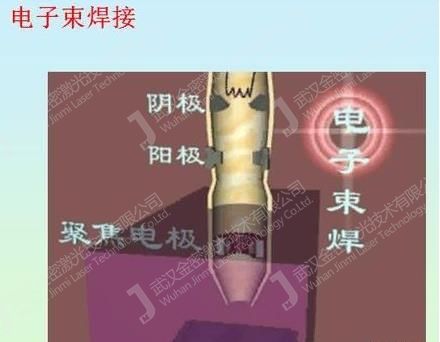
電子束焊是指利用加速和聚焦的電子束轟擊置于真空或非真空中的焊接面,使被焊工件熔化實現焊接。真空電子束焊是應用最廣的電子束焊。
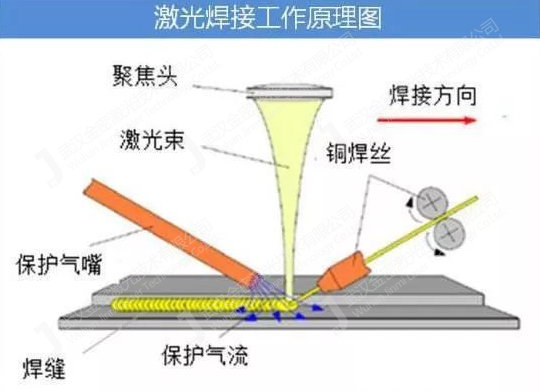
激光焊接是利用高能量密度的激光束作為熱源的一種高效精密焊接方法。
1.點焊機真空電子束焊可獲得比激光焊更高的功率密度。
2.真空電子束焊一次焊透的深度以及焊縫的深度比都比激光焊大。加速電壓為150Kv的電子束焊機焊不銹鋼,此時熔深可達80mm深寬比可達50:1。
3.真空電子束焊特別適宜于活潑金屬、高純金屬以及鋁合金、銅合金等。高真空中沒有氣體污染,并能使析出的氣體迅速從焊縫中溢出,提高率焊縫金屬的純度,提高了接頭質量。
4.真空電子束焊的相對不足之處是被焊金屬工件的大小受真空室尺寸的限制,需要抽真空,效率低。
5.激光焊接時,不需要進行X射線屏蔽,不需要真空室,觀察及焊縫對中方便。
6.點焊機脈沖激光焊接在微細零件的點焊、縫焊方面具有特別的優勢。
7.激光焊接可通過透明介質對密封容器內的工件進行焊接,YAG激光可用纖傳輸,可達性好。
8.激光束不受磁場影響,特別適宜于磁性材料的焊接。
9.激光焊的相對不足之處是導電性好的材料,如鋁、銅等對其反射率高,施焊比較困難。
| 激光焊 | 電子束焊 | |
| 原理 | 高能光束照射工件,使接縫熔融形成焊縫。 | 高能電子束轟擊工件,使接縫熔融形成焊縫 。 |
| 設備投資 | 一般激光焊接設備一次性投資略高于電子束。 | 電子束焊設備一次性投資高于其它焊接設備,略低于激光焊接,價格約40-50萬元。 |
| 生產效率 | 以焊接直徑φ60為例, 15秒/件。 |
以焊接直徑φ 60為例,60秒/件。 |
| 變形量 | 小 | 小 |
| 對中要求 | 士0.2mm | 士0.05mm |
| 使用總功率 | 高 | 較高 |
| 表面開頭缺陷 | 細流線 | 背面皺紋 |
| 焊接深寬比 | 5: 1 | 10: 1 |
| 相同焊接深度時的結合力 | 高 | 較高 |
| 活性金屬 焊接 |
需在帶光學元件的密封焊接室內焊接。 | 高真空 電子束適合于活性金屬焊接。 |
| 焊接缺陷 | 較小,激光焊對焊縫有純化作用。 | 與激光焊相比易產生夾雜.出現焊接缺陷。 |
| 工夾具的要求 | 無 | 對工夾具需進行去磁處理。 |
| X射線 | 無 | 產生X射線需進行保護。 |
| 易損件 | 鏡片 | 真空泵、密封圈 |
| 性能比 | 焊接效率高,不需要抽真空,焊每焊接一個齒輪,焊接速度通常為2.2m/min以上,通常焊接一個齒輪的時間大約為6-10秒鐘。 | 每焊接一個齒輪,需逐一抽真空,焊接效率低,焊接一 個齒輪通常需要60秒鐘以上。 |
| 焊接質量好,熱變形極小,成品率高。 | 焊接質量稍差于激光焊接,熱變形也較激光焊接大。 | |
| 多可全天侯進行焊接,不受環境影響。 | 焊接時受環境影響,尤其在潮濕、多雨以及雷雨季節對電子束的焊接質量影響較大。如工作地點受強磁場影響,就不能進行有效的焊接。 | |
| 操作簡單,焊接過程直觀。 | 焊接過程不直觀。 | |
| 應用范圍 | 在汽車、軌道客車、機械電子、管板焊接、醫療器械等領域應用廣范。 | 在航空航天、大厚件的發電、石化、造船領域等應用廣泛,近年在汽車制造領域也有應用。 |
關鍵詞:真空電子束焊接,真空激光焊接
上一篇:激光封焊機可以封鍍鎳產品嗎?
