


咨詢電話:15927358077
企業郵箱:jinmilaser@163.com
公司名稱:武漢金密激光技術有限公司
公司地址:武漢市東湖新技術開發區關山大道111號
發布時間:2023-02-06 14:31:53 瀏覽次數:次
鋰電激光焊接炸點一般分兩種:黑色炸點和銀色炸點,下面分別給大家介紹這兩種炸點的形成原因以及解決辦法。
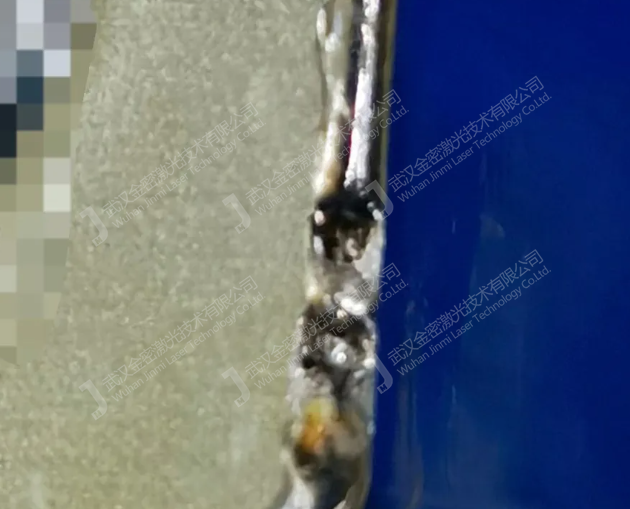
1)由于前道工序(包膠、藍膜,夾具,鐵氟龍、注液)過程導致的污漬粘附在焊縫位置引起;
2)失穩原理:當激光經過污漬時會發生劇烈氧化反應,形成氣體,直接影響熔池匙孔穩定性,形成黑色爆點。具體的體現在于熔池匙孔破滅,導致熔深熔寬不足,表面未熔化,或者直接擊穿母材,需要切金相輔助判斷。
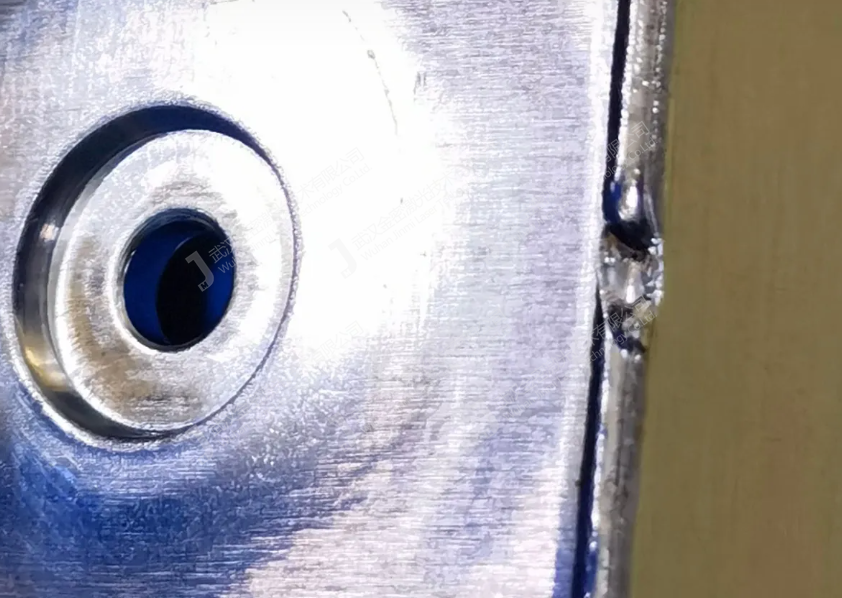
1)保護氣湍流,一般出現在拐角附近,一般伴隨焊縫顏色變化(氧化);
2)激光焊接頭或者軸抖動,導致匙孔失穩;
3)預焊點焊位置失穩,熔化量突變;
4)環形光斑或者復合焊,纖芯功率與外環功率比值過大,熔深過深導致的匙孔不穩定;
5)工藝參數選擇接近工藝窗口上下限導致匙孔不穩定;
1)確保焊縫表面間隙一致性,間隙要小(根據光斑和產品來定標準)
2)無污漬(可人為涂抹藍膜、膠等污漬去驗證是何種污漬,來自那個工位,那個動作,那個夾具,程序動作是否合理)
3)抖動可以通過小功率打鋼板查看軌跡
4)熔池不穩定:注意不要把離焦量,保護氣流量,軌跡,能量,內外環功率比選在工藝窗口上下邊界上,避免匙孔處于穩定與否的非穩狀態,容易受到環境波動影響。
關鍵詞:激光封口焊炸點,方形鋁殼電池焊接炸點
上一篇:激光封焊適用哪些鋁材?
