


咨詢電話:15927358077
企業郵箱:jinmilaser@163.com
公司名稱:武漢金密激光技術有限公司
公司地址:武漢市東湖新技術開發區關山大道111號
發布時間:2022-11-18 09:00:31 瀏覽次數:次
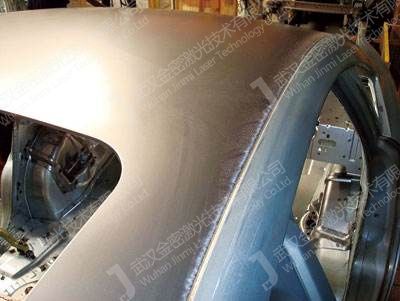
在汽車車身焊接過程中,激光釬焊工藝主要對接頭強度要求不高的車身部位進行焊接,如車身的頂蓋和側圍之間的焊接、行李箱蓋上下部之間的焊接等。
激光釬焊利用激光作為熱源,激光束經過聚焦后照射到焊絲表面使焊絲熔化,熔化的焊絲滴落并填充到待焊工件之間,釬料與工件之間發生溶解和擴散等冶金效應,從而使工件達到連接的效果。
與激光填絲焊接工藝不同,激光釬焊工藝只熔化焊絲而不熔化待焊工件。激光釬焊具有良好的焊接穩定性,但得到的焊縫抗拉強度較低。
局部加熱,零件不易產生熱損傷,熱影響區小,可在不傷及母材的情況下施焊。
負離焦加熱,熔化帶寬,無飛濺,填充劑熔化后自然浸潤,焊縫外觀質量良好,可用于外觀區域的鋼板拼焊。
激光束易于實現分光,可用半透鏡、反射鏡、棱鏡、掃描鏡等光學元件進行時間與空間分割,能實現多點同時對稱焊。
光束容易傳輸和控制,不需要經常更換焊炬、噴嘴,顯著減少停機輔助時間,有荷系數和生產效率較高。
容易實現自動化,能有效控制光束強度和精細定位。

要求焊件裝配精度高,且要求光束在工件上的位置不能有顯著偏移。這是因為激光聚焦后光斑尺寸小,焊縫窄,動態填充金屬釬料。若工件裝配精度或光束定位精度達不到要求,很容易造成焊接缺陷。
激光器及其相關系統的成本較高,一次性投資相對較大。
激光焊接技術復雜,技術難度大,涉及光學、焊接學、自動化系統工程,技術難度大,焊接系統調試復雜。
激光危險,防護等級高。系統設備需要專業維護,核心設備故障停機或損壞后,修復難度大(如激光頭、光源),且激光焊接系統占地面積較大。
上一篇:激光填絲焊接在汽車制造中的應用
下一篇:激光標記的原理及特征
